ELEKTROFÜZYON (EF) KAYNAK METODU
ELEKTROFÜZYON (EF) KAYNAK METODU




TELEFON:+90 312 382 37 00 GSM: +90 532 283 01 62

8.1.1 Elektrofüzyon Kaynak
Polietilen boruların elektrofüzyon kaynak işlemi, DVS 2207 gibi uluslararası standardına
uygun olarak yapılmaktadır.
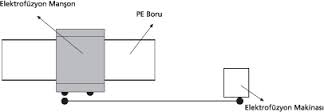
Elektrofüzyon kaynak yönteminde kaynak, manşon kısmındaki ısıtma rezistansları ile
yapılır. Manşon içine borular yerleştirildikten sonra kaynak makinesinin uçları manşonun
delik içerisindeki rezistans uçlarına bağlanarak rezistanslar akım ile ısıtılır. Rezistansların
ısınması sonucu manşonun et kalınlığının borunun et kalınlığından daha çok olmasından
dolayı, boru cidarının ısısı, manşon cidarının ısısından daha yüksek olur. Bu ısı farkından
dolayı boru içerisinde basınç oluşur. Boru üzerindeki basınç ile boru içerisinde oluşan
basınç sayesinde kaynak işlemi gerçekleşir.
Bu kaynak işlemi için kullanılan elektrofüzyon kaynak makineleri hafif olduğu gibi, değişken
kaynak parametreleri ile kaynak yapma ve gerekirse yapılan kaynakların bilgi
dokümanlarının alınmasına da olanak verirler.
Elektrofüzyon kaynak işleminde aynı hammaddeden yapılmış borular kaynatılabilir.
Eriyik akış hızı HDPE-elektrofüzyon birleştirme için 0.3….1.7 gr/10 dk. (l90°C/5 kgj’dir.
Kaynak yapılacak borular ve manşonun eriyik akış hızlarının bu değerler arasında olması
gerekmektedir. Aynı eriyik akış hızına sahip borular kaynak yapılabilir.
Kaynak yapılacak alanın kötü hava koşullarından etkilenmeyecek şekilde korunması
gerekmektedir. (Örneğin: Kar, yağmur, rüzgar, etkili güneş ışınları vb.)
Kaynak yapılacak ortamın ısısı 5°C ile 50°C arasında olmalıdır.
Genel olarak elektrofüzyon kaynak makineleri üzerinde barkod okuyucular ve
elektrofüzyon ek parçalar üzerinde kaynak parametrelerini içerir barkodlar bulunmaktadır.
Kaynak parametreleri barkod üzerinden makineye yüklenmekle birlikte, ek parça üzerinde
yazan kaynak parametreleri manuel olarak da kaynak makinesine yüklenerek kaynak
yapılabilmektedir.
Kaynak Parametreleri
Son teknoloji kaynak makineleri üzerinde barkod okuyucu kalem bulunmaktadır. Kaynak
yapılacak EF ek parçasının kaynak parametreleri, barkod ya da manşon üzerinde yapışık
olarak veya paketin içerisinde bulunur.
Basınç Testi Basınç testi, kaynak işlemi bittikten en az bir saat sonra, borular tamamen
soğuduktan sonra başlatılmalıdır.
Basınç testi DIN 4279/1’e uygun olarak yapılır. Kaynaklı borular üzerine 1.5 x PN basınç
uygulanır. Bu basınç değerinde 10 dk. boyunca düşme olmazsa, test başarı ile sonuçlanır.EF Kaynak Prosedürü
1 – Boruların kaynak yapılacak uçları düz ve pürüzsüz kesilerek, kaynak yapılacak ek
parçanın içerisine dayanma sınırına kadar yerleştirilerek, boru üzerinde giriş sınırı
işaretlenir.
2 – Kaynak yapılacak boru yüzeyi temizlenerek, kaynak öncesi raspa ile yüzey
oksidasyonu alınmalıdır.
3 – Kaynak yapılacak ek parçalar ambalajından kaynak aşamasında çıkarılarak, kaynak
yapılacak elektrofüzyon yüzeyleri sanayi alkolü ile temizlenmeli, borunun ve ek parçanın
kaynak olacak yüzeyleri temizlendikten sonra elle temastan korunmalıdır.
4 – Daha sonra kaynak yapılacak ek parça, borunun işaretli kısmına ek parçanın dayanma
sınırına kadar yerleştirilir.
5 – Elektrofüzyon kaynak uçları yukarı gelecek şekilde boruyla birlikte düz olarak kontrol
edildikten sonra sabitlenir. Kaynak makinesi soketleri, ek parçanın kaynak uçlarına
yerleştirilir ve kaynağa hazır hale getirilir.
6 – Kaynak işlemi için makine hazır sinyalini verdikten sonra, barkod okutularak veya
manuel kaynak parametreleri girilerek kaynak işlemi başlatılır. Genel olarak kaynak
makineleri kaynak süresini ve voltajı ekranda göstererek kaynak işlemini otomatik olarak
sonlandırarak bitiş sinyali verir.Flanşlı birleştirme yöntemi, PE boruların çelik boru, vana, pompa, kompansatör gibi
ekipmanlarla birleştirilmesi gerektiğinde, veya boru hattının ileriki dönemlerde belli noktalarda
demonte edilmesi gerektiği durumlarda kullanılan bir yöntemdir. Flanş olarak adlandırılan
çelik bir çember PE boru hattının üzerine geçirildikten sonra, boru hattının ucuna “flanş
adaptörü” olarak adlandırılan ve uç kısmında çelik çemberi tutacak şekilde bir yakası bulunan
PE parça, alın kaynağı ile kaynatılır. Flanş ile birleştirilecek olan iki boru hattı karşı karşıya
getirilir ve iki yaka arasına conta yerleştirildikten sonra, civata ve somun ile flanşlarınbağlantısı yapılır. Dikkat edilmesi gereken husus, civataları dairesel sıra ile değil, karşılıklı
sıra ile sıkmaktır. Civataları sıkarken, boru hatlarını çektirmemek, aşırı yüklenmeleri önlemek
açısından önemli bir husustur.
Kaplin adaptör ile birbirine bağlanacak olan borular, eksenlerine dik olarak kesildikten sonra,
uçları yaklaşık 15°’lik bir açı ile konikleştirilir ve boru çevrilerek kaplinin iç kısmındaki çıkıntıya
kadar itilir. Her iki boru da iyice yerleştirildikten sonra somunlar elle sıkılarak bağlantı
tamamlanmış olur. Eğer boru çapı 40 mm veya üzerinde ise, somunun el ile değil de, özel
anahtar ile sıkılması daha doğru olacaktır. Kaplin adaptörler 20 Atmosfer basınca
dayanıklıdır, ancak çapı 1 1 0 mm’yi geçen boruların bağlantısı için tavsiye edilmemektedir.
.1 Kaynakla Birleştirme Yöntemi
TELEFON:+90 312 382 37 00 GSM: +90 532 283 01 62
AKANLAR BORU
POLİETİLEN ÇÖZÜM MERKEZİ
YENİ TANITIM KATALOGLARIMIZ:


Yangın hidrant hatları,DSİ gölet sulama hatları,maden sahası su taşıma hatları,içme suyu isale hatları, İLBANK isale hatları, Su deposu,Maslak yapısı Bağlantıları, Sanat Yapısı vana vantuz pompa montajları,
Yeni boru hattı alın kaynak veya elektrofüzyon kaynak veya eski hatların yenilenmesi veya patlamış veya sorunlu kısımlarının tamiri için doğru adrestesiniz…AKANLAR BORU
NEDEN AKANLAR BORU YU TERCİH EDELİM? SORUSUNUN AKLA GELEN CEVAPLARINDAN BAZILARI ŞÖYLEDİR:
1-Akanlar Boru olarak öncelikle sahada işine hakim (projeden ,kaynak yapılmasına, makina arızasından yardımcı ve işi kolaylaştırıcı el aleti ekipman kullanımına kadar tecrübeli) inşaat mühendisi ve polietilen sektörünün her aşamasında bulunmuş tecrübeli ekip ile çalışmaktayız.
2-Sahaya dışarıdan kiralanan,ödünç alınmış 1 makina ile değil kendi makina parkımızda bulunan çok sayıda makina ve ekipmandan gerektiği sayıda gelinecektir.
Şayet iş çok kısa sürede tamamlanması gerekiyor ise 3 adet 5 adet 7 adet 10 adet 15 adet makina ile sahaya gelinebilinecektir.
Neden çünkü, polietilen borularda özellikle alın kaynak yönteminde soğuma süresi uzun olduğundan bir makina sökülmeden soğuma süresi beklenmelidir.
bir makina ile acele edilip şayet kaynak sıcakken yani gerekli soğuma süresi beklenmeden kaynak sökülür ise daha sonra bu kaynak yerlerinde geriye dönüşü çok zor tamiratlar çıkabilir.
1 makina yerine 3 makina ile aynı işi yaptığınızda kaynağın tamamen soğumasını sağlayabilmekteyiz. Birinci kaynak soğurken Akanlar Boru olarak bizler ikinci kaynağı, ikinci kaynak soğurken üçüncü kaynağı rahatlıkla yapabilmekteyiz. Bunun için Akanlar Borunun yapmış olduğu kaynaklar tekniğine uygun ve sağlam olmakta hem de iş hızlı ilerleyerek gerekli zaman tasarrufu ile hem şantiye, hem Akanlar Boru, hem ülkemiz kazanç sağlamakta iş verimliliğini en üst seviyede kullanmaktayız.
3-Yapılacak işinizle ilgili ne kadar bilgi verirseniz, Akanlar Boru olarak en uygun malzeme ve ekipman ile sahaya gelerek bir defada işinizi en sağlam şekilde yapmaktayız
şu malzeme eksik yarın gelelim, kargoya verilsin 2 gün sonra gelsin, şu el aletimiz olsaydı, bize şunu getirin bunu getirin gibi taleplerde bulunmadan tüm yardımcı el aleti makina ve takımlarımızı
yanımızda bulundurarak işimizi tamamlamaktayız.
4-Akanlar Boru olarak yapmış olduğumuz her kaynağın arkasındayız; şayet bizden dolayı bir hata olmuş ise hiç ikiletmeden en kısa sürede eksikliği tamamlamaktayız, Bu geri dönüşümdeki maliyeti hiç aklımızdan çıkarmadığımız için işimizde hata oranı yok denilecek kadar az olmaktadır.
5-Akanlar Boru olarak Alın Kaynak makinalarının hem satışını hem servis hizmetlerini yaptığımızdan şantiyede olabilecek istenmeyen durumlardaki makina arızalarını giderebilmekteyiz
6-Akanlar Boru olarak Boru, ek parça fittings, vana hidrant çelik flanş vs malzemelerin satışını da yaptığımızdan depolarımızda her zaman malzeme tedarikimiz kolaylaşmaktadır. Stoğumuzda o an için bulunmayan ürünleri ise geniş tedarikçi ağımız ile Türkiye’nin her köşesinde kolaylıkla bulup şantiyeye getirtebilmekteyiz
7-Özellikle tamiratlarda ef manşonlar bir nebzeye kadar kolay bulunduğunu düşünsek bile araya kaynatılacak parça boru her yerde satılmadığından bulmak gerçekten zor olmakta emek gerektirmekte ve maliyetlere sebep olmaktadır. Akanlar Boru olarak ihtiyaç duyulan boruların bir çok çeşidini stoklarımızda bulundurmaya çalışmaktayız.
8-Gerekli hallerde yanımızda alın kaynak makinası da getirerek Akanlar Boru olarak fazladan elektrofüzyon manşon kullanılmasının önüne geçebilmekteyiz. Bunu yanında 2 tane elektrofüzyon manşonla kolaylıkla kısa mesafede yapılacak bir tamiratı da 50 metre 60 metre kazı yapıp borunun üstünü açıp her iki tarafıda sabit olan boruyu alın kaynak yöntemiyle yapmayı da tasvip etmemekteyiz. Bunu yerine çok kısa bir mesafeyi açıp 2 manşonla az kazı ve risk maliyetiyle yapmaktayız.
9-Akanlar Boru olarak konfeksiyon dirsek vs gibi ürünleri üretebildiğimizden aniden ihtiyaç olan ve bulunmasında zorluk çekilen fittings malzemelerini kendi bünyemizde mesai saati dışında dahi olsa kolaylıkla çözebilmekteyiz.
Bunlar işin tekniği ile ilgili olup bir de günümüzde çok önemli olan; insani ve ahlaki uyulması gereken kurallar vardır, her ne kadar sözleşmelerde bu konular yazılsa da Akanlar Boru ve ekipleri olarak bu kuralları özünde yaşayan ve kendisine yapılmasını istenmeyen şeyleri başkasına yapılmamasını hayat prensibi olarak yaşamaktayız.
Şayet bu satırlara kadar okuma zahmetine katlandığınız için sizlere öncelikle teşekkür ediyor belki bir gün tanışıp, işinizi yapıp referans listemize ekleyeceğimiz Akanlar Boru firmasından memnun bir müşterimiz hatta bir dostumuz olma mutluluğunu da yaşama fırsatını elde edebiliriz.
Saygılarımızla
AKANLAR BORU ‘Polietilen Çözüm merkezi’
daha fazla ve ayrıntılı bilgi almak için ana sitemizi ziyaret ediniz
TELEFON:+90 312 382 37 00 GSM: +90 532 283 01 62
ayrıntılı bilgi için yazıların üzerini tıklayınız…
1-Boru kazıma el raspası (boru sıyırıcı-skayfer-scraper-pipe scraper 157)
5-Fiber optik kablo muhafaza borusu (kablo çoklayıcı)
6-Koruge kablo muhafaza borusu
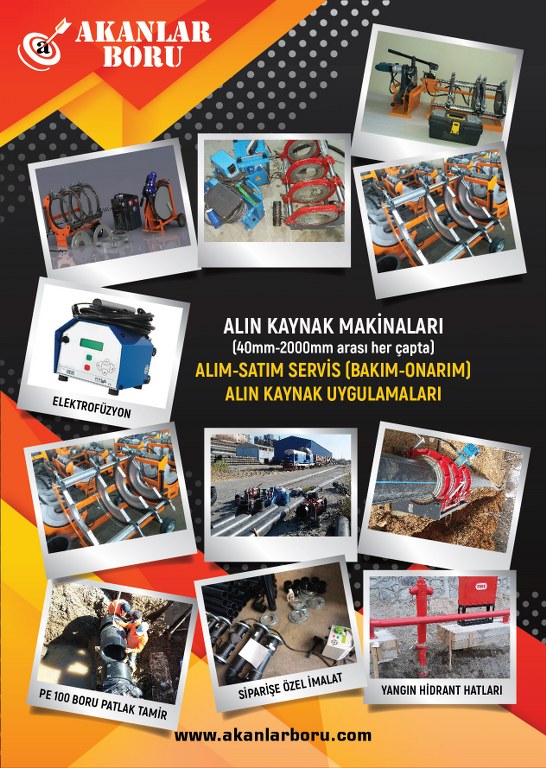
8-Alın kaynak makinaları-Elektrofüzyon Kaynak makinaları satış-servis bakım onarım yedek parça
9-Alın kaynak-Elektrofüzyon Kaynak uygulamaları
10-Ef manşonsuz (yama yöntemiyle) kolay boru tamiri, kaynak yerinden kaçıran delinen borular için)boruyu kesmeden, te vs değiştirmeden ef manşon kullanmadan ekonomik tamir yöntemi
11-hazır terfi merkezi imalat ve boru hattı bağlantıları
12-Sulama ve yangın hidrant hatları yapımı ve eski hat değişim ve onarımları
14-çelik Flanş polietilen paslanmaz flanş
17-Polietilen kollektör imalatları 2000mm (2metre ye) ye kadar her çapta
18-Polietilen beton geçiş (vorteksli, flanşlı, su seviye göstergeli) puddle flanges
19-her türlü boru hatları yapımı ve onarımı (her çapta çok adetli makina parkı ile acil kaynak)
TELEFON:+90 312 382 37 00
FAX:+90 (312) 382 37 77
GSM: +90 532 283 01 62
Mail: [email protected]
AKANLAR BORU ‘Polietilen Çözüm Merkezi’
Bir önceki yazımız olan ALIN KAYNAK METODU başlıklı makalemizde ALIN KAYNAK, ALIN KAYNAK BORU BİRLEŞTİRME ve ALIN KAYNAK İLE YAMA hakkında bilgiler verilmektedir.







































